
 您的当前位置:
您的当前位置:每一个冷拉异型钢品种的生产都必须具备热轧加工和冷加工的全部设计工作
来源:http://www.wxdxsteel.com/news/54.html 时间:2020-07-29
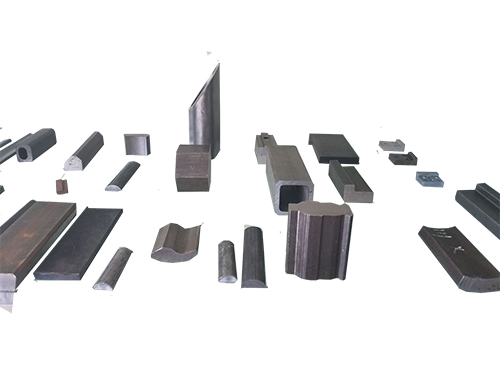
小型冷拉异型钢材的生产,一般要经过热轧坯料成型,冷拉加工定型两大工序,经热轧坯料成型比用圆钢直接冷拉减少了冷拉和退火工序。由于采用异型钢材生产的各种机械零件,可以较大地减少加工工序,节省工时、人力、机床和大量金属材料,降低成本,因而受到全国各个行业的普遍重视和欢迎,市场的需求量也在不断增加。相应地也促进了我厂生产异型钢的不断发展和提高。热轧冷拉小型异型钢的生产主要有两大关键:一是确保提供合乎冷拉生产工艺要求的合格坯料,二是保证获得准确的尺寸公差和表面光洁度的冷拉成品。
20世纪70年代,我们为军工新产品试制生产了近200多种军工、轻重武器、常规武器,歼七歼八飞机等用异型钢。高难度的大均匀变形,使我们总结并掌握了热轧和冷拉生产工艺的技术要求。20世纪80年代,我们的生产由军工生产转向民用异型钢。重点生产各种方、扁、椭圆、梯形等几何断面的异型钢品种230余种,为满足国民经济建设的发展需要做出了较大贡献。20世纪90年代,我们为汽车、农机等行业生产的异型钢上百种,其中汽车摇窗、齿轮的成功生产,获得全国冶金产品博览会银奖。
对热轧加工坯料,要想获得合格的坯料断面尺寸,必须具备佳的孔型系统设计,把难度较大的不均匀变形,尽大可能在热轧阶段完成。因此合理的孔型设计非常关键。孔型设计中的成品孔一般采用开口,但对断面复杂和不均匀变形程度较大的产品,可采用闭口孔型控制轧制。除此之外,还需有严格控制轧制的导卫装置。
冷拉加工关键工序
(1)热轧坯料毛头的轧头辊孔型设计;
(2)合理的冷拉工艺规程和各道次的变形尺寸,以此制造模具;
(3)成品精整矫直加工的矫直辊孔型设计。
完成冷拉加工过程必须具备上述三个技术设计工作,即每搞一个冷拉异型的品种,必须具备热轧加工和冷加工的全部技术设计工作。
轧头工序的加工,可分为热、冷两种加工,一般在断面大于16 mm2的品种,均采用热轧头。16 mm2以下的品种可采用冷轧头加工。热轧头轧辊可采用45#钢和轴承钢加工即可使用;冷轧头轧辊需采用渗碳处理,提高轧辊的硬度,以保证加工。在孔型设计上均采用平-立-平交错孔型系统,一般轧制次数在3~5道次即可成型。
冷拉道次的安排一般可参照简单断面的变形规律,特殊异型断面钢材的变形一定要考虑不均匀变形的相对变形量相等,这样才能保证相对变形的均匀性,以达到各个部位合理的变形。一般冷拉异型材采用热轧坯料可安排1~2道,采用圆钢冷拉成型一般可安排4~6道成型。
对冷拉异型钢成品的精整是后的一个关键工序,异型钢材的成品精整矫直也是难度较大的技术问题。因为异型断面尺寸,很难为目前采用的机械矫直,提供两个能垂直受力的加工表面,由于成品的表面和尖角不得受压伤,使得加工面更不容易选取,一般异型材的生产受限于此道工序。目前均采用对角线的压力矫直方法,对简单断面,如矩型、方型等,均可保证产品的表面和直度达到标准要求,但对复杂的异型断面产品应采用电阻加热, 张力矫直方法加以解决。
